Business
Business
 Business
Business
 Commercial Property
Commercial Property
 Investment
Investment
 Franchise
Franchise
 Equipment
Equipment
 Heavy Equipment
Heavy Equipment
 Tenders
Tenders
 Services
Services
 Goods
Goods
Concentration H2SO4 / H3PO4
Germany, Berlin Land, Berlin - view exact location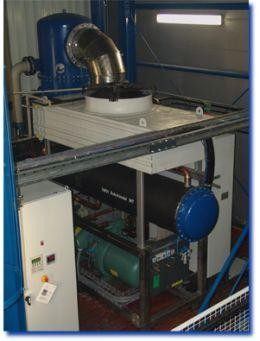
Category
Product Information
Order volume from: On request
Delivery terms: Pickup
Description
The concentration and extraction of solutions in the Food & Beverage industry is made easier with the use of our high-quality evaporator plants. These plants are designed to meet the specific requirements of the industry and are available in various systems.
Our falling film vacuum evaporators (FFVE) are ideal for efficiently concentrating solutions. They work by allowing the solution to flow down a heated surface in a thin film, ensuring quick evaporation and maximum concentration of the desired extract.
For a more natural approach, our natural circulation vacuum evaporators (NCVE) are available. These systems rely on the natural circulation of the solution to achieve the desired concentration.
In cases where a forced circulation system is needed, our forced circulation vacuum evaporators (FCVE) are the perfect choice. These systems use a pump to circulate the solution, ensuring even distribution and efficient concentration.
Our evaporator range also includes options for crystallization. The evaporator crystallizers (EVCRIS) use evaporation to induce crystallization, while the cooling crystallizers (COOLCRIS) achieve the same result through cooling.
Thin film evaporators/dryers (TFE/TFD) are also available, offering a solution for processes that require a thin film of solution to be heated and quickly evaporated.
In addition to these evaporators, we also offer rectification systems (RK) for further purifying the extracted distillate. The rectification process can be enhanced with the addition of absorption/scrubbing (ABSC) and adsorption (ADSRP) techniques.
For liquid-liquid extraction processes, we provide systems that include mixer settlers (MS), liquid phase decantation (LPHD), and reactors (RECLM). These systems enable the separation and extraction of desired components from the solution.
With our range of evaporator plants and additional systems, your Food & Beverage operations can achieve efficient concentration and extraction of malt extract. All our products are GMP-conform, ensuring the highest standards of quality and safety.